
इंडक्शन प्रीहीट वेल्डिंग स्टील रॉड्स
वर्णन
प्रेरण प्रीहीट वेल्डिंग स्टील रॉड अनुप्रयोग
उद्देश एका प्रमुख उपकरणाच्या निर्मात्यासाठी वेल्डिंग अर्जासाठी स्टीलच्या रॉड्सला 500 डिग्री सेल्सियस (260 डिग्री सेल्सियस) वर गरम करणे
साहित्य: ग्राहकांनी पुरवठा केलेला स्टील पिन (सरासरी 2 ”/ 51 मिमी वेगवेगळे)
तपमान: 500 ºF (260 ºC)
वारंवारता: 100 kHz
उपकरणे: आठ 45 μF कॅपेसिटर असलेल्या रिमोट हीट स्टेशनसह सुसज्ज डीडब्ल्यू-एचएफ-50 केडब्ल्यू 150-1.0 केएचझेड इंडक्शन हीटिंग सिस्टम
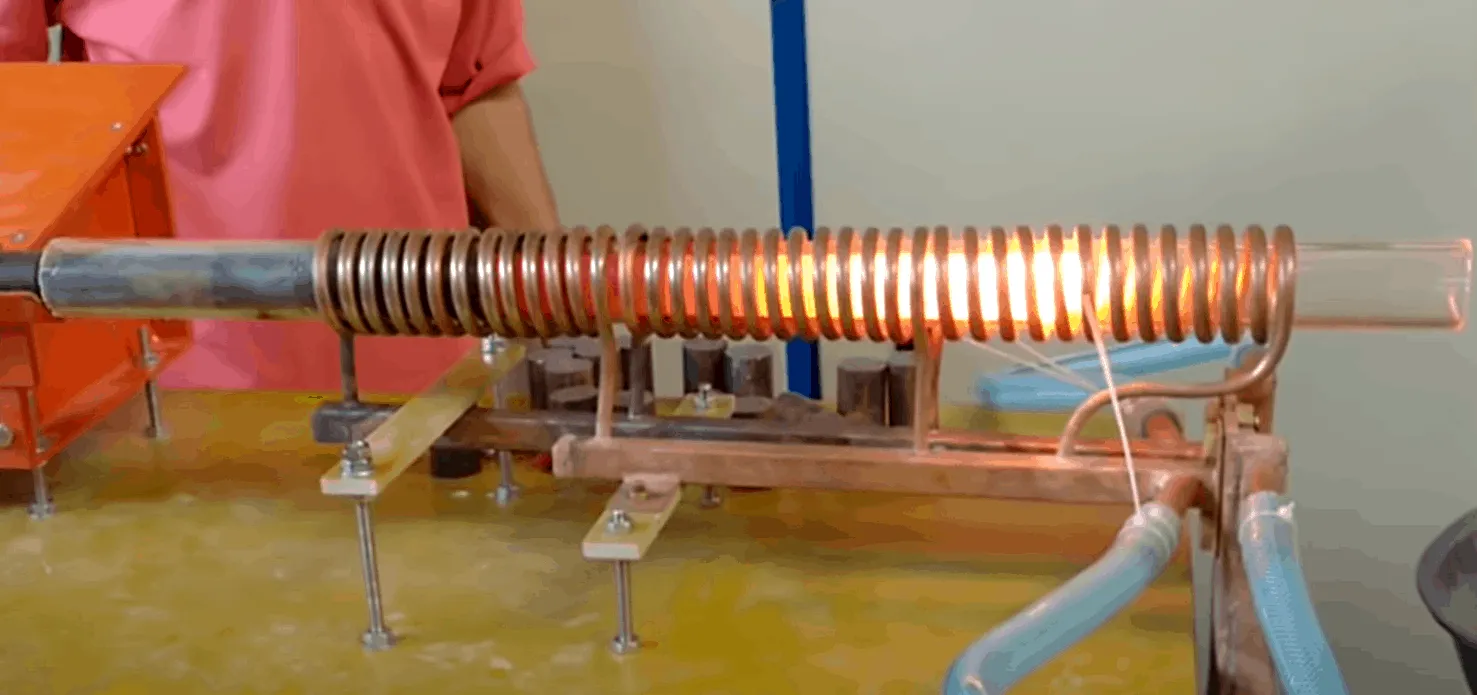
- एकाधिक स्थितीत दोन-वळण प्रेरण हीटिंग कॉइल या अनुप्रयोगासाठी विशेषतः डिझाइन केलेले आणि विकसित केलेले
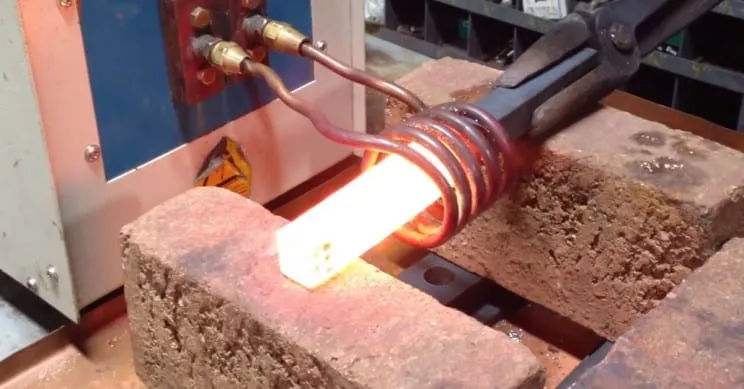
प्रेरण प्रीहीटिंग प्रक्रिया: स्टीलची रॉड कॉईलमध्ये लोड केली गेली आणि उष्णता चालू केली गेली. हा भाग एका मिनिटात 600 डिग्री सेल्सियस (316 डिग्री सेल्सियस) पर्यंत पोहोचला. वीज बंद केली गेली आणि बाहेरील थर 30 डिग्री सेल्सियस (500 डिग्री सेल्सियस) पर्यंत खाली येऊ नये हे सुनिश्चित करण्यासाठी 260 सेकंदांपर्यंत रॉडचे परीक्षण केले गेले.

अॅप्लिकेशन लॅबच्या अनुभवांच्या आणि चाचणीच्या आधारावर, हीटिंगचा वेळ जितका जास्त तितका कमी उर्जा आवश्यक आहे.
याव्यतिरिक्त, हीटिंगचा वेळ जितका जास्त लांब असेल तितका बाह्य तापमान 500 ºF वर राहील.
त्या प्रकाशात, जेव्हा वीजपुरवठा केला जातो तेव्हा अतिरिक्त शक्यता असतात, जेव्हा दोन-पोजीशन कॉइलसह 15 केडब्ल्यूच्या इंडक्शन हीटरपासून 45 मिनिटांचा गरम वेळ असतो. प्रेरण हीटिंग सिस्टम चार-स्थान कॉइल आणि एक मिनिट गरम पाण्याची वेळ.
परिणाम / फायदे
तंतोतंत गरम: ग्राहक ज्वालापासून स्विच करण्याकडे पहात आहे, कारण प्रेरण अधिक तंतोतंत, पुनरावृत्ती करण्यायोग्य हीटिंग देऊ शकते
- प्रवेश करणे: टॉर्चच्या तुलनेत इंडक्शन एक पिन भेदून एक चांगले काम करते, ज्यास आवश्यक आहे
वेल्डिंग साठी preheating
- वेग: प्रेरण जलद गरम सक्षम करते जे टॉर्च गरमच्या तुलनेत उत्पादनास चालना देऊ शकते
- भाग गुणवत्ता: एक मशाल भाग भंगुर बनवू शकते, ज्यामुळे प्रेरण फायदेशीर होते
- कामाचे वातावरण: प्रेरण प्रीहीट वेल्डिंग हीटिंग ही सुरक्षित पद्धत आहे जी ज्वालापेक्षा उष्णता कमी करते




