ब्रेझिंग कॉपर प्लेट्स आच्छादन सांधे
वर्णन
उद्देश
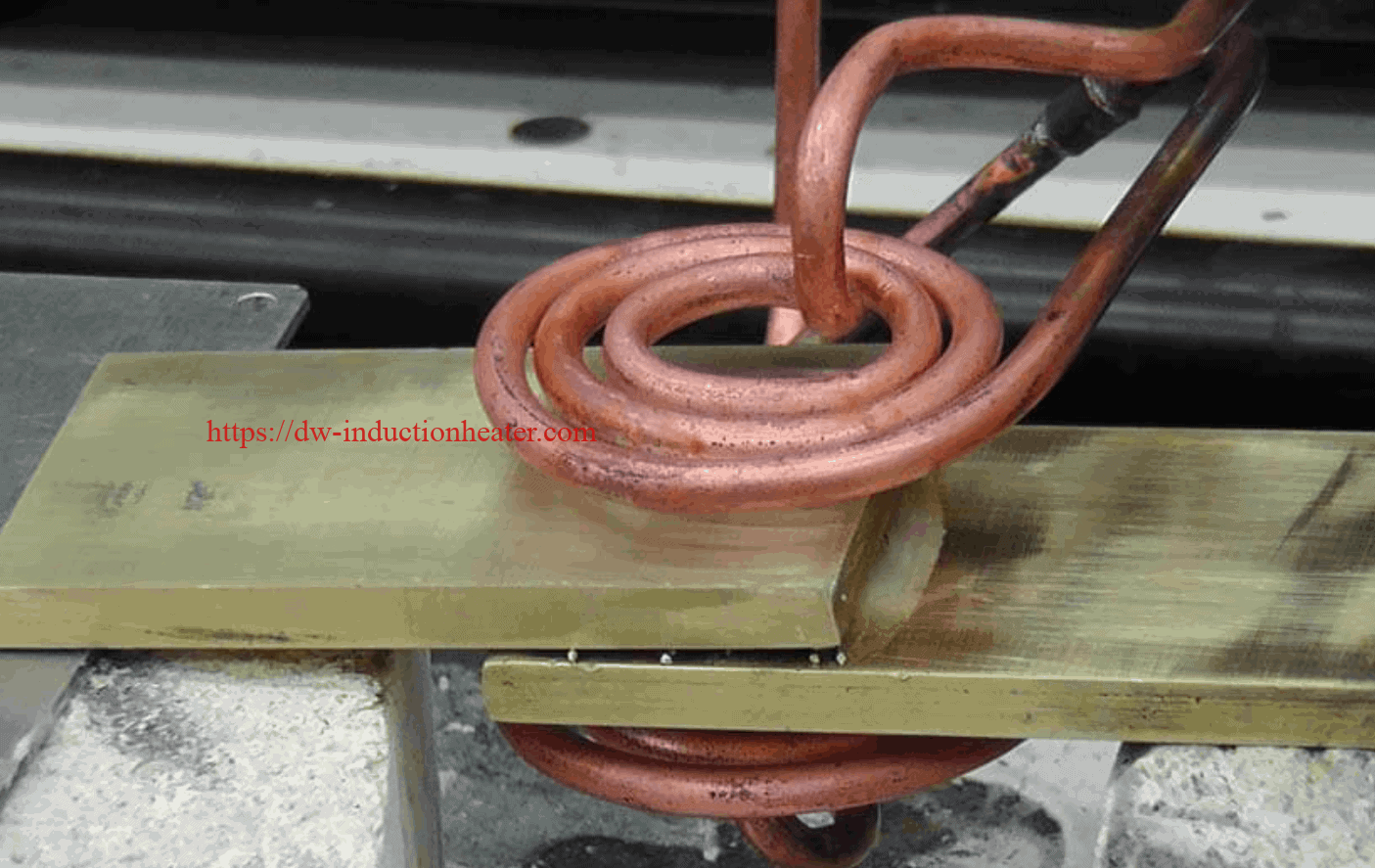
टॉर्च ऑपरेशन पुनर्स्थित करण्यासाठी प्रेरणासह तांबे आणि पितळ प्लेट्स आच्छादन सांधे ब्रेझ करणे हे testप्लिकेशन चाचणीचे उद्दीष्ट आहे. ओव्हरेले सांधे पितळ ते पितळ किंवा तांबे ते तांबे असू शकतात.
सद्य टॉर्च प्रक्रियेचा परिणाम असेंबलीवर अत्यधिक दूषित होतो आणि ब्रेझिंग ऑपरेशननंतर विस्तृत रीवर्क आवश्यक आहे.
उपकरणे
डीडब्ल्यू-एचएफ-एक्सNUMएक्सव्हीडब्ल्यू प्रेरण हीटिंग मशीन

साहित्य
• तांबे आणि पितळ कूपन प्लेट्स
• ब्राझी धातूंचे मिश्रण - ईझेड फ्लो 45

की पॅरामीटर्स - कॉपर प्लेट्स
उर्जा: 15 किलोवॅट
उष्णतेपासून तापमान: अंदाजे 1350 ° फॅ (732 ° से)
वेळः सरासरी वेळ - 2 मिनिटे

प्रक्रिया आणि परिणाम:
- ईझेड फ्लॉ 45 ब्राझी वायरला 2 ”(50.8 मिमी) लांबीचे कापून इंटरफेस क्षेत्रात ठेवले होते.
- असेंब्ली बसविल्या (फोटो पहा) आणि गरम झाल्या प्रतिष्ठापना हीटिंग मिश्रधातू प्रवाहित करण्यासाठी आणि ब्राझन मिळवण्यासाठी सरासरी 2 मिनिटे.
की पॅरामीटर्स op कॉपर ब्रास कूपन प्लेट्स
उर्जा: 15 किलोवॅट
उष्णतेपासून तापमान: अंदाजे 1350 ° फॅ (732 ° से)
वेळः सरासरी वेळ - 2 मिनिटे

प्रक्रिया आणि परिणाम:
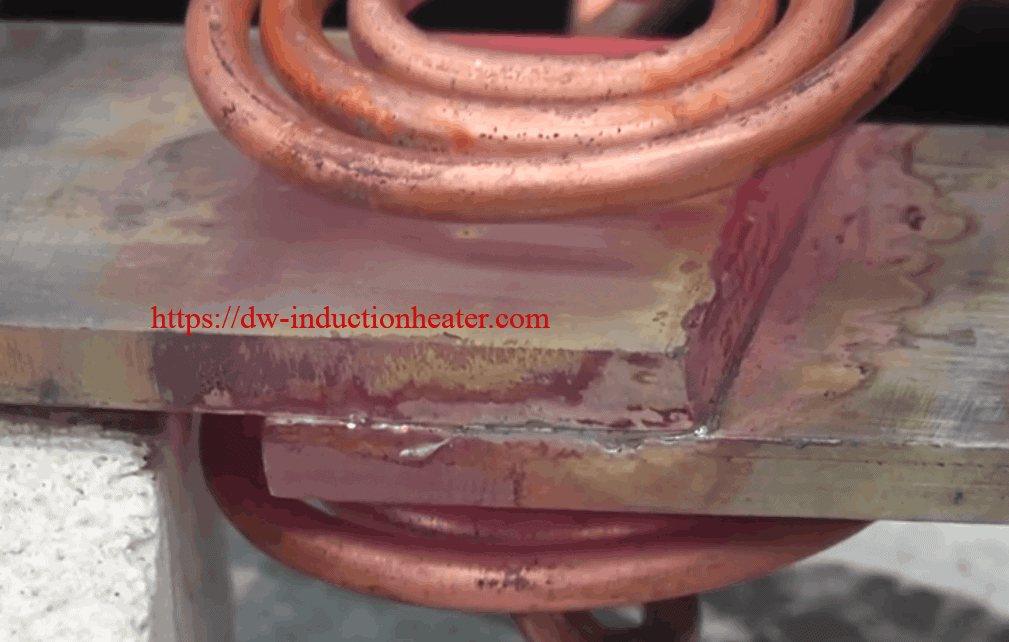
- ईझेड फ्लॉ 45 ब्राझी वायरला 2 ”(50.8 मिमी) लांबीचे कापून इंटरफेस क्षेत्रात ठेवले होते.
- संमेलने तयार केली गेली (फोटो पहा) आणि मिश्र धातु प्रवाहित करण्यासाठी आणि साध्य करण्यासाठी सरासरी 2 मिनिटे गरम केले गेले प्रतिष्ठापना बिरझिंग.





