इंडक्शन हर्डनिंग सॉ ब्लेड
वर्णन
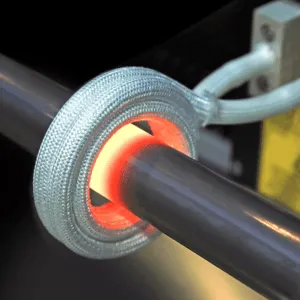
हाय फ्रीक्वेंसी हीटरसह इंडक्शन हर्डनिंग सॉ ब्लेड
स्टीलची परत काढण्यासाठी उद्दीष्ट वापरण्याची प्रेरणा हीटिंगमध्ये 50 ते 52 च्या दरम्यान रॉकवेल कडकपणाला ब्लेड दिसले. कठोरपणा दात आणि ब्लेडच्या मागील भागाच्या दरम्यान 1/2 ते 1 बिंदूच्या आत असावा. प्रक्रिया प्रति मिनिट 60 इंच दराने केली जाणे आवश्यक आहे
मटेरियल स्टील बँडने 2.125 0.042. रुंद, XNUMX ″ जाड जाडीचे ब्लेड पाहिले
तापमान 700 ºF
वारंवारता 100 केएचझेड
उपकरणे डीडब्ल्यू-यूएचएफ -10 केडब्ल्यू आउटपुट सॉलिड-स्टेट इंडक्शन पॉवर सप्लाय स्टेप डाऊन ट्रान्सफॉर्मर आणि तीन (3) बसेस आणि आठ (8) कॅपेसिटर असलेले रिमोट हीट स्टेशन 0.66 एफ च्या एकूण कॅपेसिटन्ससह वॉटर-कूल्ड कॉइल या singleप्लिकेशनसाठी सिंगल आणि
दुहेरी वळते

प्रक्रियाः goalsमेरीथर्म उपकरणे खालील उद्दीष्टे साध्य करण्यासाठी वापरली गेली.
Heat अनियमित डिझाइन केलेले चॅनेल कॉइल आणि व्होल्टेज कमी करण्यासाठी स्टेप डाउन ट्रान्सफॉर्मर वापरुन आवश्यक उष्णता पध्दती पूर्ण केली गेली.
Channel प्रति मिनिट 60 इंच फीड रेट देखील अनन्य चॅनेल कॉईल आणि विशेषतः डिझाइन केलेले वस्तू वापरुन पूर्ण केले गेले.
निकालाचा निकालः ग्राहकांनी स्थापित केलेले अंतिम लक्ष्य पूर्ण करून विल्सन सुपरफिशियल हार्डनेस टेस्टरवर पंधरा सॉ टूथ्ससाठी 50.3 आरसीचे कठोरपणाचे मोजमाप केले.