आयजीबीटी इंडक्शन हीटरसह हॉट हेडिंगसाठी इंडक्शन ताप स्टील पार्ट
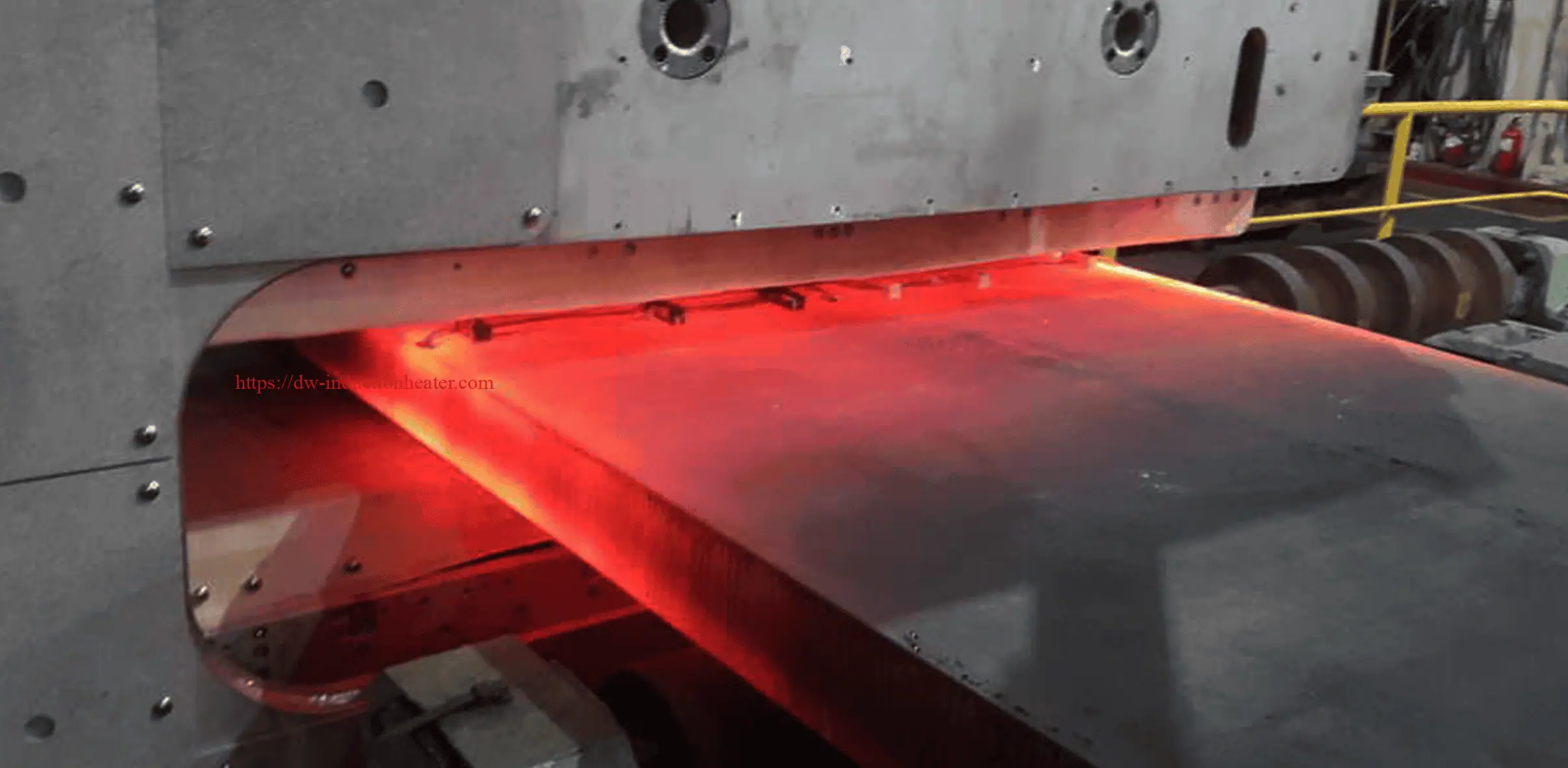
हॉट हेडिंग forप्लिकेशनसाठी उद्दीष्टीत स्टीलचे भाग 1900ºF (1038ºC) पर्यंत गरम करणे
7 / 16 सह सामग्री स्टील भाग "(11.11 मिमी) ओडी आणि सिरीमिक तुकडा
तापमान 1900 ºF (1038ºC)
वारंवारता 440 kHz
उपकरणे • डीडब्ल्यू-यूएचएफ -6 केडब्ल्यू प्रेरण हीटिंग सिस्टम, एक 0.66 oneF कॅपेसिटर असलेल्या रिमोट वर्कहेडसह सुसज्ज.
Ind एक प्रेरण हीटिंग कॉइल, या अनुप्रयोगासाठी विशेषतः तयार आणि विकसित केली गेली आहे.
प्रक्रिया सिरेमिक घाला सह चार वळण हेलिकल कॉइलचा वापर भागातील 0.75 ”(19 मिमी) भाग 1900 सेकंदासाठी 1038ºF (7.5ºC) पर्यंत गरम करण्यासाठी केला जातो. एक सिरेमिक तुकडा आहे म्हणून तो भाग आत येत नाही
कॉइलशी संपर्क साधा.
परिणाम / फायदे इंडक्शन हीटिंग प्रदान करते:
• हँड्सफ्री हीटिंगमध्ये मॅन्युफॅक्चरिंगसाठी ऑपरेटरचे कौशल्य नसते
अचूकता आणि सुसंगततेसह कामाच्या तुकड्यावर उष्णतेचा थेट वापर
• गरम होण्याची वाटणी
कमी दबाव आणि कमीतकमी अवशिष्ट भाग ताण


