इंडक्शन हार्डनिंग आणि टेम्परिंग

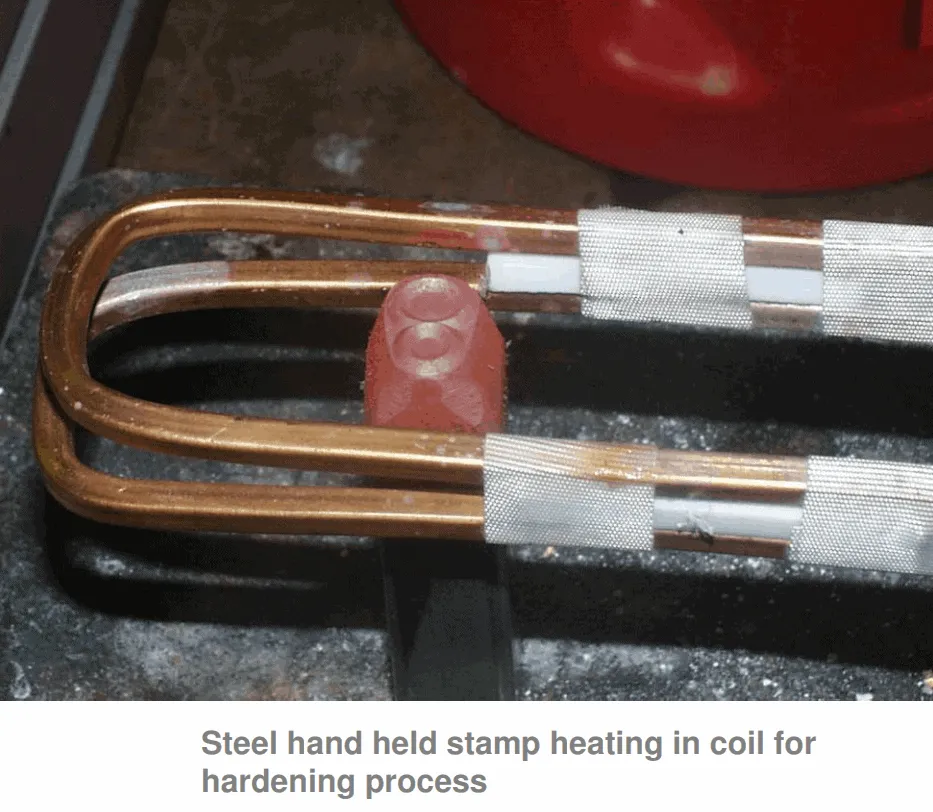
इंडक्शन हार्डनिंग आणि टेम्परिंग पृष्ठभाग प्रक्रिया इंडक्शन हार्डनिंग इंडक्शन हार्डनिंग ही गरम करण्याची प्रक्रिया आहे ज्यानंतर स्टीलची कडकपणा आणि यांत्रिक शक्ती वाढवण्यासाठी सामान्यतः वेगाने थंड होते. यासाठी, स्टील वरच्या क्रिटिकल (850-900ºC च्या दरम्यान) पेक्षा किंचित जास्त तापमानाला गरम केले जाते आणि नंतर कमी किंवा जास्त वेगाने थंड होते (यावर अवलंबून ... अधिक वाचा