प्रेरण ब्रेझिंग तांबे आणि पितळ दांडे
उद्देश
टॉर्च ऑपरेशन पुनर्स्थित करण्यासाठी ब्रॅझिंग तांबे आणि पितळ दांडे आणि पट्ट्या. सद्य टॉर्च प्रक्रियेचा परिणाम असेंबलीवर अत्यधिक दूषित होतो आणि ब्रेझिंग ऑपरेशननंतर विस्तृत रीवर्क आवश्यक आहे.
उपकरणे
डीडब्ल्यू-यूएचएफ -40 केडब्ल्यू उच्च वारंवारता प्रेरण ब्रेझिंग मशीन
दोन टर्न ओपन एंड कन्व्हेयर कॉइल
साहित्य
• तांबे कूपन प्लेट आणि तांबे रॉड
• ब्राझील वायर - ईझेड फ्लो 45
• ब्राझी धातूंचे मिश्रण - 45% चांदी, 1/32 डीआयए
चाचणी
उर्जा: 30 किलोवॅट
तापमान: अंदाजे 1350 ° फॅ (732 ° से)
वेळः सरासरी वेळ - 25 सेकंद
प्रक्रिया आणि परिणाम:
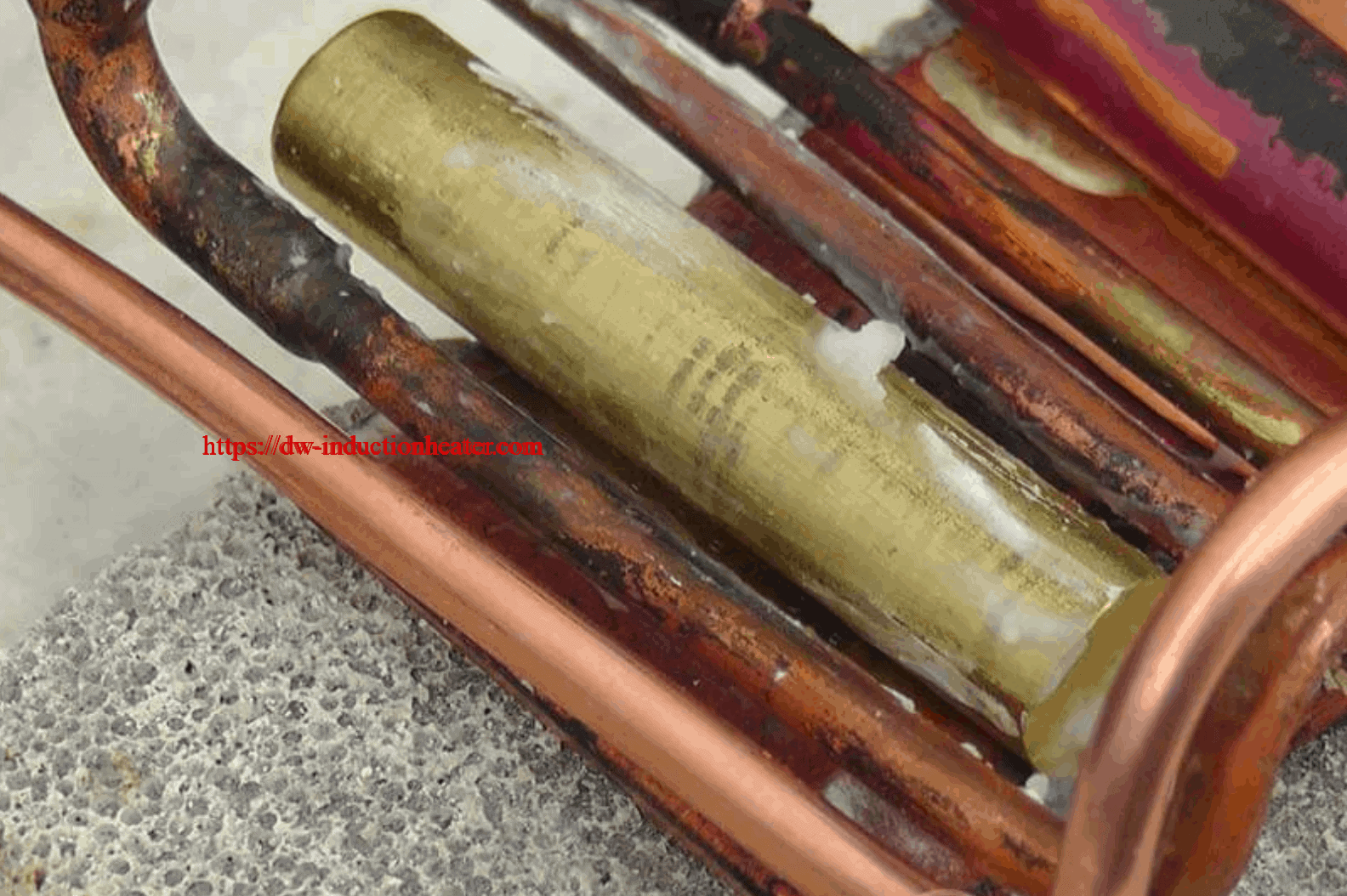
इंडक्शन ब्राझी कॉपर कूपन प्लेट आणि कॉपर रॉडसाठी, ईझेड फ्लॉ 45 ब्राझी वायर 2% लांबीमध्ये कापला गेला आणि इंटरफेस क्षेत्रात ठेवला. उत्पादन परिस्थितीत, ईझेड फ्लो 45 ब्रेझिंग पेस्टची शिफारस केली जाते. संमेलने तयार केली गेली होती (छायाचित्रे पहा) आणि धातूंचे प्रवाह वाहण्यासाठी आणि पितळ साध्य करण्यासाठी सरासरी 25 च्या कालावधीसाठी गरम केले गेले.
तांबे आणि पितळ यांच्यात धातूच्या प्रतिरोधनाच्या फरकामुळे, पितळ पट्टी तापलेली असते. प्लेटच्या भागामध्ये बार पट्ट्या घालण्यासाठी बनवलेले कॉइल रॉड्स गरम करते आणि प्लेट्सच्या आधी तापमानाला बार सुरू होण्याआधी इंडक्शनपेक्षा वाहून वाहून प्लेट गरम केली जाते. जर सामग्री एकसारखी असतील (कूपर ते तांबे किंवा पितळ ते पितळ, ही समस्या नाही. जर पट्टी तांबे असेल तर प्लेट पितळ असेल तर कोणतेही मुद्दे नसतात - जेव्हा बार पितळ असतो आणि प्लेट तांबे असते तेव्हाच हे आवश्यक असते. पितळ रॉडमधून तांबे प्लेटमध्ये उष्णता हस्तांतरणासाठी टायची परवानगी कमी करणे.
परिणाम / फायदे:
- मजबूत टिकाऊ सांधे
- निवडक आणि अचूक उष्णता क्षेत्र, परिणामी वेल्डिंगपेक्षा कमी भाग विकृती आणि संयुक्त ताण
- कमी ऑक्सीकरण
- जलद गरम चक्र
- बॅच प्रक्रियेशिवाय, मोठ्या प्रमाणावरील उत्पादनासाठी अधिक सातत्यपूर्ण परिणाम आणि उपयुक्तता
- ज्वाळ brazing पेक्षा सुरक्षित
