थ्रेडिंग पार्ट्ससाठी उच्च वारंवारता इंडक्शन प्रीहीट
वर्णन
उद्देश
ग्राहक निरनिराळ्या भागांचे प्रीहीट करतो जेणेकरून ते नंतर थ्रेड केले जाऊ शकतात. या चाचणीचे उद्दीष्ट म्हणजे प्रत्येक भागाला 600० सेकंदांत 316०० डिग्री सेल्सियस (30१XNUMX डिग्री सेल्सियस) पर्यंत गरम करणे.
उपकरणे
डीडब्ल्यू-एचएफ -15 केडब्ल्यू प्रेरण हीटिंग मशीन
 इंडक्शन हीटिंग मशीन एचएफ-एक्सNUMएक्स
इंडक्शन हीटिंग मशीन एचएफ-एक्सNUMएक्ससाहित्य
नमुने भाग ग्राहकांनी दिले आहेत. यात समाविष्ट आहे:
1 0.375 ”(9.525 मिमी) ओडी सह चुंबकीय स्टीलचा बनलेला भाग XNUMX
2 0.5 ”(12.7 मिमी) ओडी सह चुंबकीय स्टीलचा बनलेला भाग XNUMX
3 0.875 ”(22.225 मिमी) ओडी सह चुंबकीय स्टीलचा बनलेला भाग XNUMX
4 1.5 ”(38.1 मिमी) ओडी सह चुंबकीय स्टीलचा बनलेला भाग XNUMX
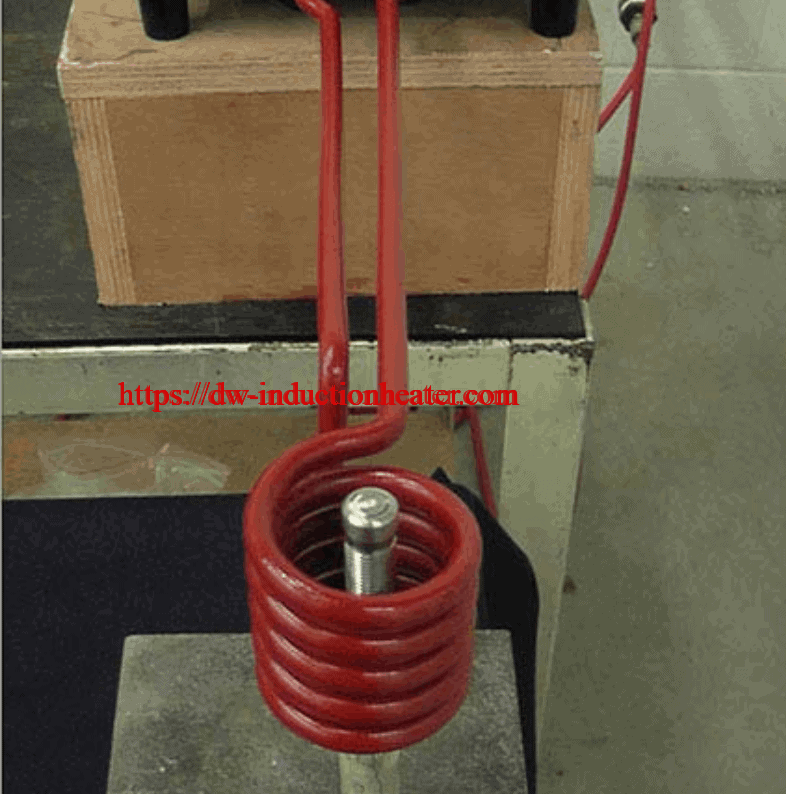
• दोन कॉइल वापरल्या गेल्या. 1 "(4 मिमी) ओडी सह भाग 1.5 गरम करण्यासाठी कॉइल 38.1. इतर सर्व भाग कॉइल 2 सह गरम केले गेले.

की पॅरामीटर्स
तापमान: सुमारे 600 ° फॅ (316 ° से)
पॉवर:
• भाग 1: 1.68 किलोवॅट
• भाग 2: 2.6 किलोवॅट
• भाग 3: 4.74 किलोवॅट
• भाग 4: 3.79 किलोवॅट
वेळः 30 सेकंदांपेक्षा कमी

प्रक्रिया:
भाग गुंडाळी मध्ये केंद्रीत होते.
डीडब्ल्यू-एचएफ -15 केडब्ल्यू इंडक्शन हीटिंग पॉवर सप्लाई चालू केले होते.
इन्फ्रारेड कॅमेर्याद्वारे आणि टेम्पिलाक पेंटसह तपमानाचे परीक्षण केले गेले.
सर्व उपकरणांची समान उपकरणे सेटिंग्ज वापरुन चाचणी घेण्यात सक्षम होते. भाग for साठी कॉइलचे अदलाबदल करण्याव्यतिरिक्त उष्णता चक्रांदरम्यान कोणतेही बदल आवश्यक नव्हते, हे डीडब्ल्यू-एचएफ -4 केडब्ल्यू इंडक्शन हीटिंग पॉवर टेक्नॉलॉजीजच्या लवचिक डिझाइनमुळे आहे जे इंडक्शन हीटिंग सिस्टमला विविध प्रकारच्या भारांना अनुकूल करते.
परिणाम / फायदे:
वेळ आणि तापमानाचे अचूक नियंत्रण
वेगवान उष्मा चक्रांसह मागणीनुसार शक्ती
पुनरावृत्ती करण्यायोग्य प्रक्रिया, भाग घरटे किंवा फिक्स्चरमध्ये सेट केलेले असतात तेव्हा ऑपरेटरवर अवलंबून नसतात